気候変動の取り組み
気候変動を克服している社会
キリングループは、1997年に京都で開催された気候変動枠組条約第3回締約国会議で環境対策について世界に発信した日本企業2社のうちの1社です。早くからGHG排出削減に取り組み、2009年には「1990年比で2050年にバリューチェーン全体でGHG排出量を半減する」という高い目標を掲げました。その後、TCFD提言に基づくシナリオ分析による原料農産物や水といった自然資本への影響も再認識し、科学的根拠に基づいた温室効果ガス排出削減目標(SBT)の設定、2040年の使用電力の100%再生可能エネルギー転換、2050年のGHGネットゼロ宣言と目指すべきターゲットを設定してきました。脱炭素社会の実現をリードするために、重視しているのはそのプロセスです。GHG排出削減の取り組みを着実に実施するとともに、自然資本の尊重や容器包装の取り組みを統合的に進めていきます。
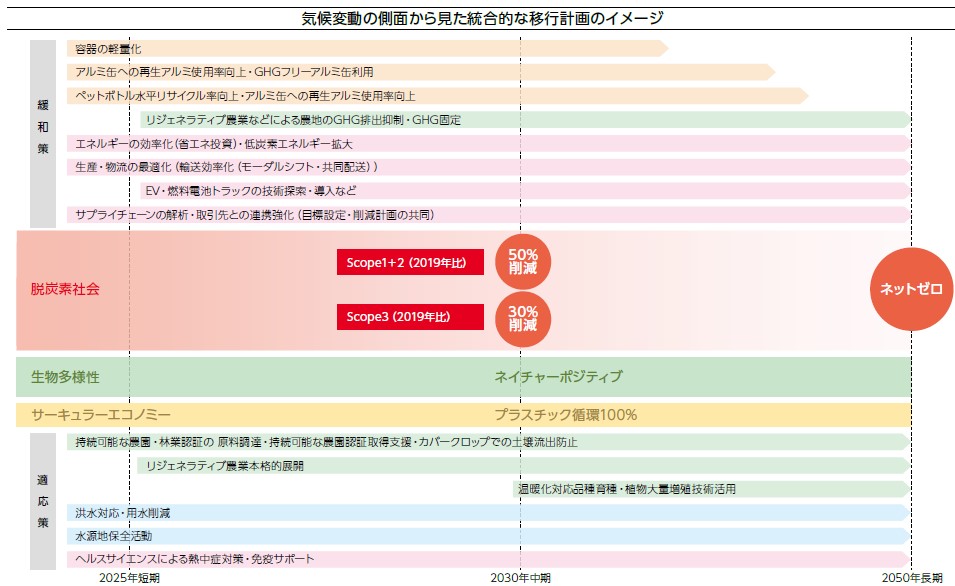
統合的アプローチの概要は以下のイメージとなります。キリングループ環境ビジョン2050で掲げている「気候変動を克服している社会」の実現のために、キリングループではネットゼロに向けた緩和策だけでなく、適応策も実施することで統合的な社会課題解決を試みています。また、技術革新や外部動向の変化に柔軟に対応できるように、移行計画は適時見直していきます。
-
※移行計画の詳細については、環境報告書2025p.24-30をご参照ください。
主な活動
-
2050年までにバリューチェーン全体のGHG排出量をネットゼロにする長期目標「SBTネットゼロ」認定取得(2022年7月:世界の食品産業で初)「SBT1.5℃」目標の承認取得(2020年)
- 「RE100に加盟して使用電力の再生可能エネルギー比率目標(2040年:100%)を設定(2020年)。RE100の政策ワーキンググループでの活動を通じて再生可能エネルギーの設備容量の拡大等を含む、1.5℃目標達成への提言作成に参画(2024年)
- 購入電力における再生可能エネルギー100%を達成
キリンビール:全工場・全営業拠点(2022年2工場、2023年3工場、2024年4工場・全営業拠点)
協和キリン:高崎工場・宇部工場・研究所等
ライオン:オーストラリア・ニュージーランドの工場と拠点 - 大規模太陽光発電設備を導入
キリンビール:9工場(~2022年:うちPPAモデル購入が8工場)
メルシャン:藤沢工場(2023年)
協和キリン:宇部工場(2023年)
協和発酵バイオ:防府工場(2024年)
ライオン:Castlemaine Perkins(2019年)
ベトナムキリンビバレッジ(2025年)
他 - エネルギー転換
ライオンにおける電気ボイラ―の稼働(2025年~)
キリンビール北海道千歳工場におけるグリーン水素活用ボイラーの実証(2026年~) - キリンサプライチェーン環境プログラムを開始(2024年)
目標と達成状況
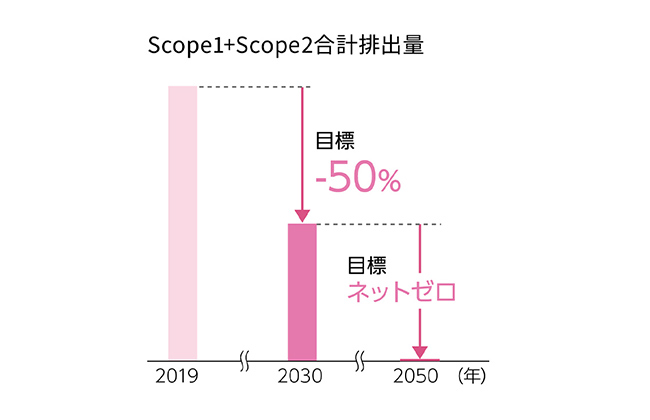
GHG排出量削減2050年 ネットゼロ(環境ビジョン2050)2030年(2019年比) Scope1+2で50%減、Scope3で30%減(「SBT1.5℃」目標※1)※1 2020年12月に従来の「SBT2℃」目標から上方修正し、「SBT1.5℃」目標として認定されました。2024年(2019年比) Scope1+2で23%減(非財務目標)
目標
進捗
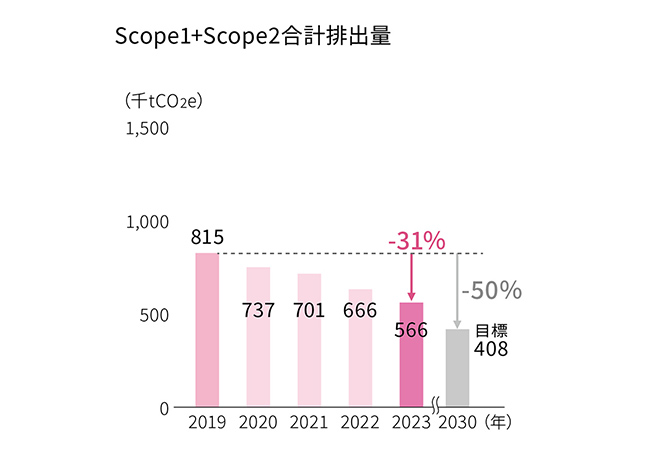
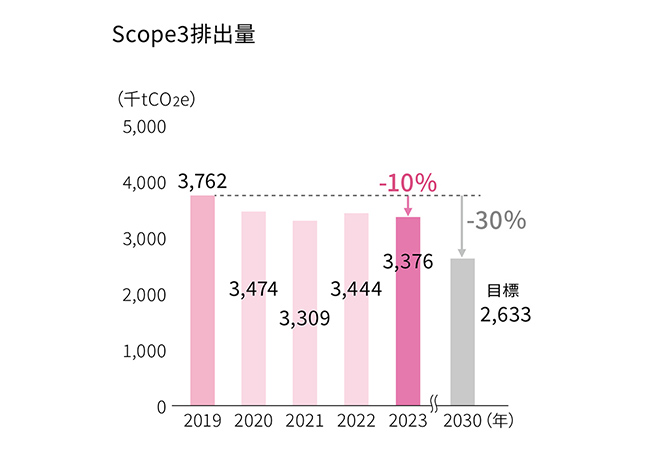
GHG排出量中期削減目標に対する進捗
毎年の環境データの詳細はESGデータブックをご参照ください。
-
※
-
※
- ※
- ※
原材料
気候変動へのレジリエンス向上策(適応策)
紅茶農園での気候変動への適応策
キリングループは、スリランカの紅茶農園に対するレインフォレスト・アライアンス認証のトレーニングプログラムを通じて気候変動の適応策に貢献しています。具体的には、斜面に根が深く地を這う草を植えるカバークロップを指導することで、集中豪雨で土壌が侵食され流出し、茶葉生産量が落ちることを防いでいます。



ホップの耐暑性付与(植物大量増殖技術をベース)
キリングループの飲料未来研究所と、東京大学発スタートアップのCULTAは、気候変動に適応したホップ生産を目指し、ホップの耐暑性向上に向けた共同研究を実施しています。従来ホップの品質評価は、収穫頻度に合わせ年1回しか実施できていませんでしたが、屋内栽培技術の確立により、屋内環境で季節に左右されず複数回ホップを収穫できるようになったことから、品質評価の実施頻度を年に複数回行えるようになりました。これにより、品種改良と栽培技術の評価サイクルが短縮され、高温耐性ホップ品種実用化時には、大量増殖技術と連携して収量・品質低下対策の研究開発が加速し、持続的なホップ生産に寄与します。
一年生作物の生産システムへの多年生穀物の導入
Sustainable TableとStone&Wood Breweryが協力する「The GoodGrain」イニシアチブでは、多年生穀物(Mountain Rye)を一年生作物の生産システムに導入し、生態系の回復と生産性向上の可能性を探ります。大規模な実証圃場での栽培とモルト生産を進め、ビール醸造への新たな活用法を検証するほか、サプライチェーンや農業業界、醸造業界を巻き込んだシンポジウムを開催して成果と課題を共有しています。
バイオ炭研究
シャトー・メルシャン椀子ヴィンヤードでは、農研機構の協力を得て、気候変動の緩和策である炭素貯留効果を評価する共同研究を2024年3月から開始しました。ヴィンヤードのブドウの剪定残渣などを活用したバイオ炭による炭素貯留効果の評価を実施しています。

大容量バッグでのワイン輸入
メルシャンは、輸入ワインの一部において、輸入元で酸素透過性の低い24kL(750mlびん換算で約32,000本分)の大容量の専用バッグにワインを詰めて海上輸送し、国内の工場でボトルに詰めています。国内でボトリングすることで、重いボトルを海上輸送する必要がなくなるため、ボトルに詰めた状態で輸入する場合と比べて海上輸送時のGHG排出量を約6割削減することができます。容器としてエコロジーボトル(再生ガラスが90%以上使用されているもの)や、軽量ボトル、PETボトルの利用ができるため、資源の有効活用になるとともに、バリューチェーン全体でGHG排出量を大きく削減することができます。

インラインブロー無菌充填機
以前は空のPETボトルを容器メーカーから購入して搬送し、工場でその中に飲料を充填して製品を製造していました。今はインラインブロー無菌充填機を用いて、工場の製造工程内でプリフォームと呼ばれる素材からPETボトル容器を成型し、無菌状態で充填までを行います。空のPETボトルを搬送する時に比べてトラックが一度に運べる量が増え、GHG排出量を大幅に削減できます。2003年には業界に先駆けてキリンディスティラリーの飲料製造ラインへプリフォーム成型機を導入し、プリフォームの搬送も不要としました。
キリンビバレッジ湘南工場では2021年に、PETボトル成形用高圧コンプレッサーをV型レシプロ式のコンプレッサーからスクリューコンプレッサーおよび水平対向レシプロコンプレッサーのインバータ制御空圧機に切り替え、年間8%程度の使用電力を削減しました。これらの機器では、コンプレッサーの排熱を回収して再利用することも可能です。

再生可能エネルギー
購入電力の再生可能エネルギー比率100% 工場
キリンビールは、仙台工場・名古屋工場で2022年から、福岡工場・岡山工場で2023年1月から、取手工場で2023年4月から、北海道千歳工場・横浜工場・滋賀工場・神戸工場・全営業拠点で2024年1月から、購入する電力を再生可能エネルギー100%にしています。キリンビール全工場・全営業拠点の購入電力が再エネ100%になるとともに、キリンビール全体の使用電力における再エネ比率は66%となります。将来的にはキリングループの事業で使用する全ての電力を再生可能エネルギーに置き換え、早期のRE100達成を目指します。
協和キリンは、日本国内の製造拠点・研究拠点の購入電力の再生可能エネルギー化が完了しました。2020年以降、高崎工場、バイオ生産技術研究所、富士リサーチパーク、CMC研究センターで購入する全電力を再生可能エネルギー100%にし、2023年4月より宇部工場で購入する全電力を再生可能エネルギー100%にしました。これらの取り組みで、協和キリングループ全体で 2023年からCO2排出量が2019年比55%削減を超え、既に2030年目標を達成しています。
2022年1月からは、メルシャンの製造する日本ワイン「シャトー・メルシャン」の全てのワイナリー(シャトー・メルシャン勝沼ワイナリー、シャトー・メルシャン椀子ワイナリー、シャトー・メルシャン桔梗ヶ原ワイナリー)で、グリーン電力証書を購入電力に組み合わせることで再生可能エネルギー100%を達成しています。ライオンのオーストラリア・ニュージーランドの醸造所では、2023年1月から購入電力は再生可能エネルギー100%になっています。








大規模太陽光発電の利用
キリングループでは、新たな再生可能エネルギー電源を世の中に創出する「追加性」と、環境負荷や人権に配慮したエネルギーを利用する「倫理性」を重視しています。
キリンビールでは、全9工場に大規模太陽光発電設備の導入(横浜工場を除く8工場がPPAモデル※1)を行いました。
メルシャン藤沢工場においては、PPAモデルによる太陽光発電電力を2023年3月より導入しました。これにより、年間約124tのCO2排出量を削減するとともに、メルシャン全体の使用電力の再生可能エネルギー比率を現状の約5%から約8%に向上させます。
協和キリンは、宇部工場へPPAモデルによる大規模太陽光発電設備(1.47MW)を導入し、2023年3月から稼働開始しました。これにより、年間約 1,029tのCO2排出が削減しています。ベトナムキリンビバレッジは、PPAモデルによる大規模太陽光発電設備(369KW)を導入し、2025年5月から稼働開始しました。これにより、年間約340tのCO2排出が削減できる見通しです。キリングループロジスティクス、協和発酵バイオ、信州ビバレッジでも、敷地や建物の屋根の一部を大規模太陽光発電設備事業会社に賃貸して、自社資産の有効活用と自然エネルギーの普及促進に貢献しています。
- ※1「Power Purchase Agreement(電力販売契約)モデル」の略称で、電気を利用者に売る電力事業者(PPA事業者)と電力の使用者との間で結ぶ「電力販売契約」のことを示します。キリンビールでは、三菱商事エナジーソリューションズ株式会社の子会社であるMCKBエネルギーサービス株式会社がPPA事業者となり、ビール工場の屋根にメガワット級の太陽光発電設備を設置し、その発電電力をキリンビールが購入・活用することで実現しています。




- ※1「Power Purchase Agreement(電力販売契約)モデル」の略称で、電気を利用者に売る電力事業者(PPA事業者)と電力の使用者との間で結ぶ「電力販売契約」のことを示します。キリンビールでは、三菱商事エナジーソリューションズ株式会社の子会社であるMCKBエネルギーサービス株式会社がPPA事業者となり、ビール工場の屋根にメガワット級の太陽光発電設備を設置し、その発電電力をキリンビールが購入・活用することで実現しています。
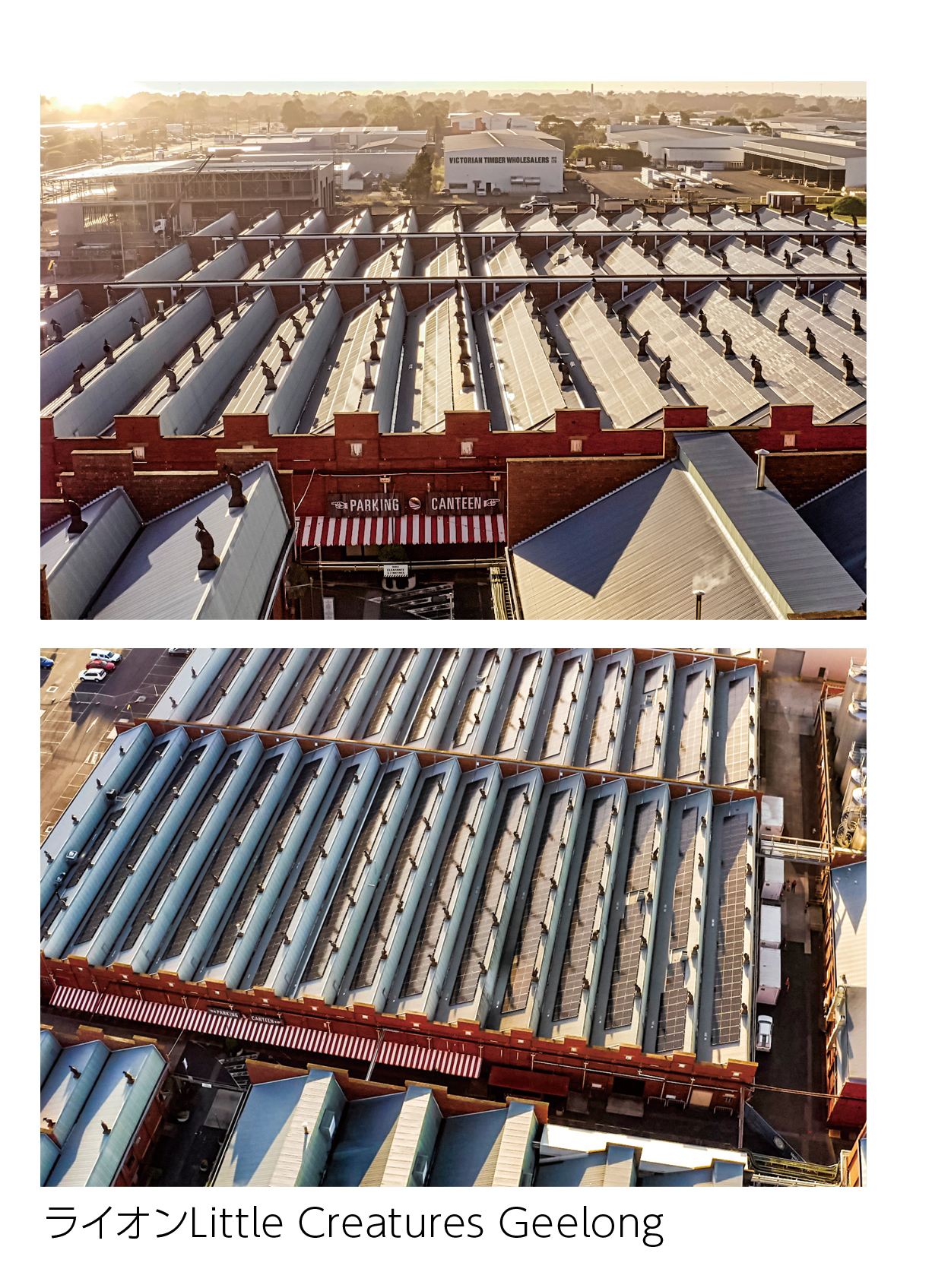
オーストラリアでの太陽光発電利用
オーストラリアのライオンは、2019年にCastlemaine PerkinsBreweryで太陽光発電設備を設置し、2020年にはビクトリア州にあるLittle Creactures Geelong Breweryにおいても太陽光発電を設置しました。ニューサウスウェールズ州最大のビール醸造所Tooheys Breweryは、オーストラリアホテル協会(AHA)と共同で再生可能エネルギー販売会社とPPA契約を締結しています。共同で大きな電力契約を結ぶことで、AHAはより安価に再生可能エネルギーを導入することができ、ホテルの料飲店の平均電力単価を11.5c/kWhから6.9c/kWhに削減することができました。
ライオンは、2020年5月にオーストラリア初の大規模なカーボンニュートラル認証取得醸造会社になりました。オーストラリアでカーボンニュートラル認証を取得するためには、年次報告書の中で当該年の総排出量を相殺するためのカーボンクレジットの開示義務があり、ライオンはこれに対応しています。ライオンに認証を提供するClimate Active※2の認証基準はオーストラリアのカーボンニュートラル認証の新しいスタンダードになっています。ライオンはニュージーランドでも、2021年からToitū※3のカーボンゼロ認証を取得しています。
-
※2オーストラリア政府が設立した第三者認証機関
-
※3ニュージーランド政府が設立した第三者認証機関
-
※

再生可能エネルギー証書
協和発酵バイオは、2021年からThai Kyowa Biotechnologies に「再生可能エネルギー証書(I-REC)」を導入しました。タイの医薬品・食品業界での導入は初の事例であり、工場で使用する電力の一部を再生可能エネルギー由来にすることにより、CO2排出量を年間9,050t削減しました(2024年)。上海協和アミノ酸とBioKyowaにも、再生可能エネルギー証書(それぞれI-RECとREC)を導入済みです。
風力発電
三菱商事洋上風力株式会社、株式会社ウェンティ・ジャパン、株式会社シーテック、三菱商事株式会社は、三菱商事エナジーソリューションズ株式会社を代表企業とするコンソーシアム(以下“本コンソーシアム”)を通じて、秋田県能代市・三種町・男鹿市沖、秋田県由利本荘市沖、千葉県銚子市沖における発電事業者として選定されました。キリンホールディングスは、本コンソーシアムの協力企業です。本事業は一般海域における国内初の着床式洋上風力発電事業であり、日本政府が掲げる2050年カーボンニュートラルの主力電源化に大きく貢献する国内最大級の電源となります。3事業の最大発電出力は約169万kWで、約121万世帯の電力需要を補える規模です。
-
※
-
※
-
※
製造
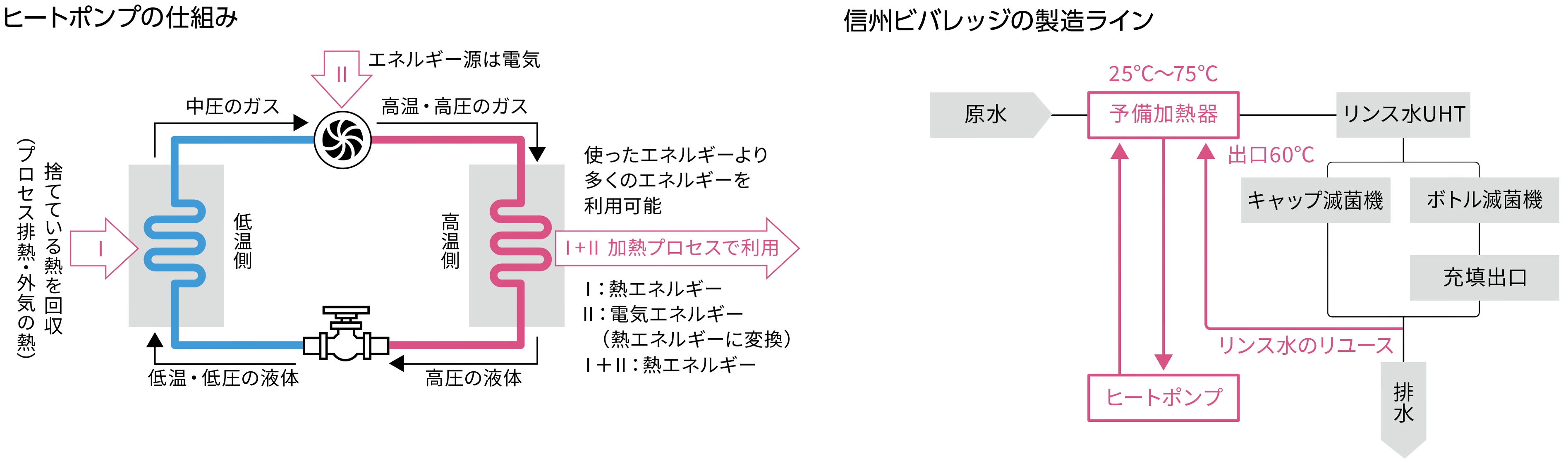
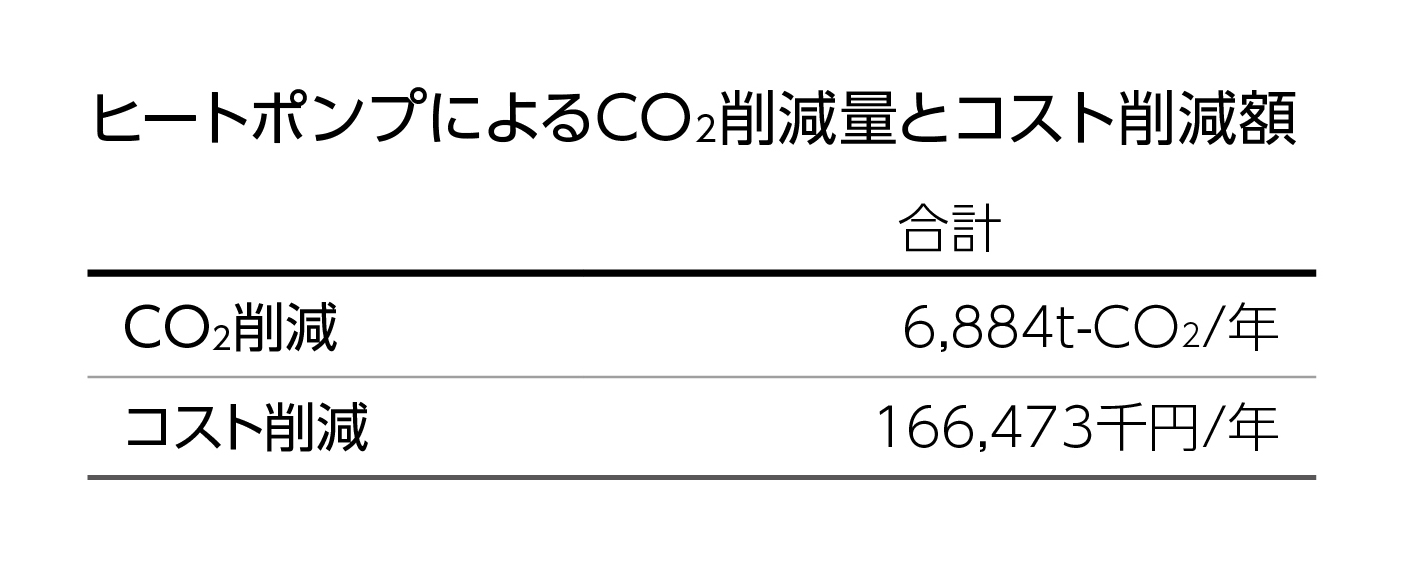
製造工程でのヒートポンプの活用
キリングループは、エネルギー効率を高めてその使用量を減らし、エネルギーミックスを「化石燃料」から「電力」にシフトした上で、再生可能エネルギーでつくられた電力を活用することが最も効果的だと考えています。キリンビールでは、1990年~2015年までの25年間でCO2排出量を約70%も減らしてきました。2019年からキリンビールの6工場の排水処理場にヒートポンプ・システムを導入し、キリンビール全体の排出量の前年比3%(約4,800t)のCO2排出量を削減しています(2023年11月時点)。信州ビバレッジではボトル・キャップのリンス水製造工程において、ヒートポンプを介して直接利用が難しい廃熱を再利用することで、年間約970tのCO2排出量を削減しています。キリンビールの岡山工場では缶の温水殺菌装置における装置内の排熱や空気中の熱を再利用することで、年間約180tのCO2排出量を削減しています。
燃料転換
ビール工場では、使用する燃料の大部分が蒸気を作るボイラーで消費されています。日本では、キリンビールおよびキリンビバレッジの全ての工場、メルシャン八代工場で、重油に比べてCO2排出量が少ない天然ガスへの燃料転換が完了しています。燃料転換にあわせた小型ボイラーの導入により、効率的なボイラー運転も実現しています。熱電供給できるコージェネレーションシステムも導入し、工場の熱と電気の一部をまかなっています。ライオンはニュージーランドの醸造所に電気ボイラ―を設置し、2025年後半からの稼働を予定しています。現行のLPG燃料の代替により、年間約700tのCO(2 ライオンのニュージーランドでのScope1+2の6%に相当)の排出削減が可能です。
キリンビール株式会社は、三菱商事株式会社、三菱商事クリーンエナジー株式会社が出資するMCKBエネルギーサービス株式会社、高砂熱学工業株式会社、三浦工業株式会社と連携し、キリンビール北海道千歳工場で使用するボイラー用燃料の一部を化石燃料由来からグリーン水素に転換し、ビール製造工程でグリーン水素由来の蒸気を活用する実証事業を2026年6月より開始します。ビール製造工程では麦汁煮沸などに大量の蒸気を使用します。本実証では、蒸気を製造するボイラー用燃料の一部を都市ガスからグリーン水素に切り替え、年間で最大約23%の熱需要を水素でまかなう計画です。これにより、年間約464tのGHG(温室効果ガス)排出量を削減できる見込みです。

-
※
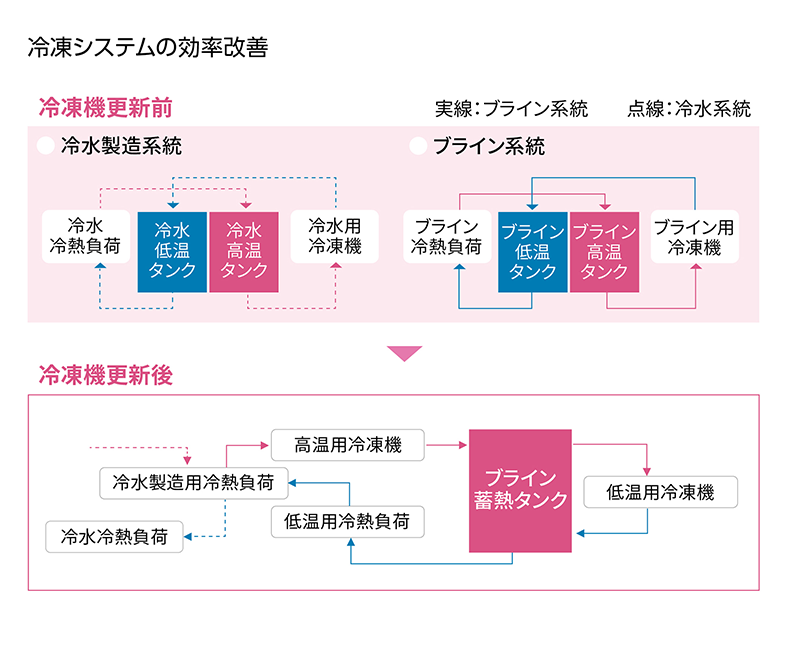
冷凍システムの効率改善
キリンビールでは、温度差が大きい工程では段階的に冷却を行うカスケード冷却システムを導入するとともに、冷却システムの運転改善などにより冷凍システムの効率を改善し、省エネルギーに取り組んでいます。
容器包装
リサイクル素材使用率向上によるGHG排出量削減
PET樹脂の取り組み
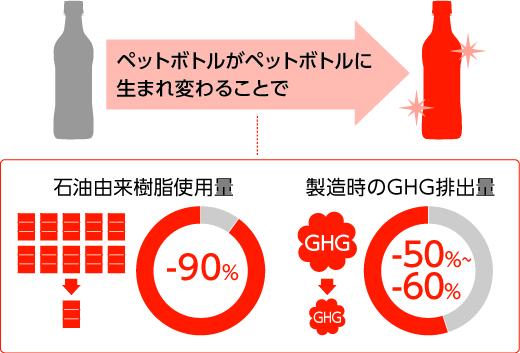
キリングループでは、2019年に制定した「キリングループ プラスチックポリシー」に従ってリサイクルPET樹脂を100%使用した「R100ペットボトル」の採用を順次拡大しています。「R100ペットボトル」では、リサイクルPET樹脂をペットボトル原料として使用する「メカニカルリサイクル」の技術を採用しています。このリサイクルPET樹脂は、一般的な石油由来PET樹脂に比べて石油由来樹脂使用量を90%、GHG排出量を50~60%削減することができます。2014年2月から「キリン 午後の紅茶 おいしい無糖」のパッケージの一部にリサイクルPET樹脂を使用していました。その後、2019年にリサイクルPET樹脂を100%使用した「R100ペットボトル」を「キリン 生茶デカフェ」に採用しました。
2025年6月時点で「R100ペットボトル」を使用している商品は以下のとおりです。
キリン 生茶:600mL(写真左から1番目)
キリン 生茶 ほうじ煎茶:600mL(写真左から2番目)
キリン 生茶 からだ晴れ茶:525mL(写真右から2番目)
キリン 生茶 おいしいカフェインゼロ:430mL(写真右から1番目)
商品写真は2025年6月末時点のものです。

アルミの取り組み
キリングループは、再生地金の比率の高いアルミ缶の採用を進めています。日本においてはアルミ缶リサイクル協会に加入するとともに、飲み終わったアルミ缶の回収支援も行い、空き缶のリサイクルを推進しています。ビール工場で廃棄処理となった空きアルミ缶は、缶メーカーで再生され、100%ビール用アルミ缶として活用されています。
アルミ新地金は製造時に大量の電力を使用するため、リサイクル材と比較して多くのGHGを排出し、環境負荷が高いことが課題となっています。この課題に対応し、キリンビールは、国内ビール3社と共同で缶蓋の製造時に発生するGHG排出量が約4割※1少ない飲料缶蓋「EcoEnd™」を本格採用しました。2025年2月以降順次、各社が販売するビール類の一部製品に採用します。「EcoEnd™」は、GHG排出量削減の有効手段の1つとして東洋製罐株式会社と株式会社UACJが共同開発したもので、缶蓋に求められる強度などの特性を満たしながら、リサイクル原料の循環利用を促進することが可能です。Scope3排出削減に繋がる施策として、今後、ビール類以外の製品への採用も検討していきます。
-
※1東洋製罐株式会社の従来品比。缶蓋1枚あたりの削減量。
-
※
ライオン傘下のStone&Wood Breweryは、Visy、Novelis、Rio Tintoといったサプライヤーともに、オーストラリアにおける持続可能な容器包装を目指す「Re-InCan-Ation」プロジェクトを立ち上げました。この取り組みは、リサイクルアルミニウム83%と低炭素の一次アルミニウムを使用した缶を採用することで、従来の缶と比較して59%のCO2排出量削減を目指します。18ヶ月間のトライアルでは、1,500万缶を販売し、1,235tのCO2削減を見込んでいます。
APCO(Australian Packaging Covenant Organization)も、アルミニウム飲料缶の64パーセントしかリサイクルされていない現在のオーストラリアにおけるリサイクル課題に取り組む上で、このイニシアチブの重要性を認識しています。ライオンは本プロジェクトを通じて消費者に対してサステナブルな選択肢を提供することでエシカル消費を促すことを目指しています。すでに同社のSNSで消費者とのコミュニケーションを開始しており、消費者が貢献できる実践 的な取り組みという観点で関心や評価の声が届いています。

軽量化によるGHG排出量削減
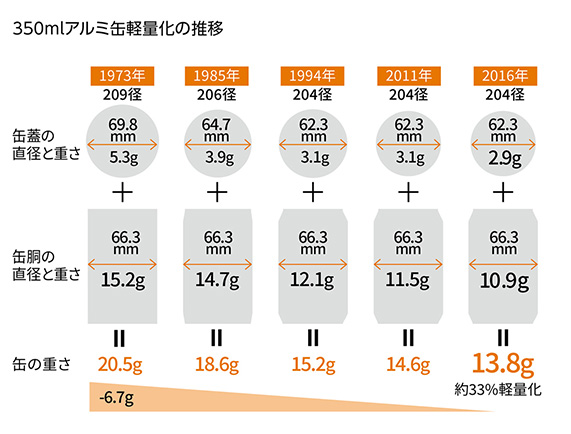
ビール用アルミ缶では、缶蓋の口径を小さくし、胴部の上下部分を絞ることで胴部の重量を削減するとともに胴部の薄肉化を進めることで、「204径缶」は2011年には「209径缶」当時と比べ350mlアルミ缶で約29%の軽量化を実現しました。2016年には資材メーカーと共同で、缶蓋、缶胴の両方を薄肉化したアルミ缶を開発しました。缶全体の重さを14.6gから13.8gとし、約5%(0.8g)軽量化を実現しています。これにより、209径缶と比べて33%(6.7g)の軽量化を果たしました。缶の素材としては、スチールとアルミがあり、どちらも軽量化が必要ですが、特にアルミの場合は製錬に大量の電気が必要なため、GHGのScope3削減に大きく貢献しています。
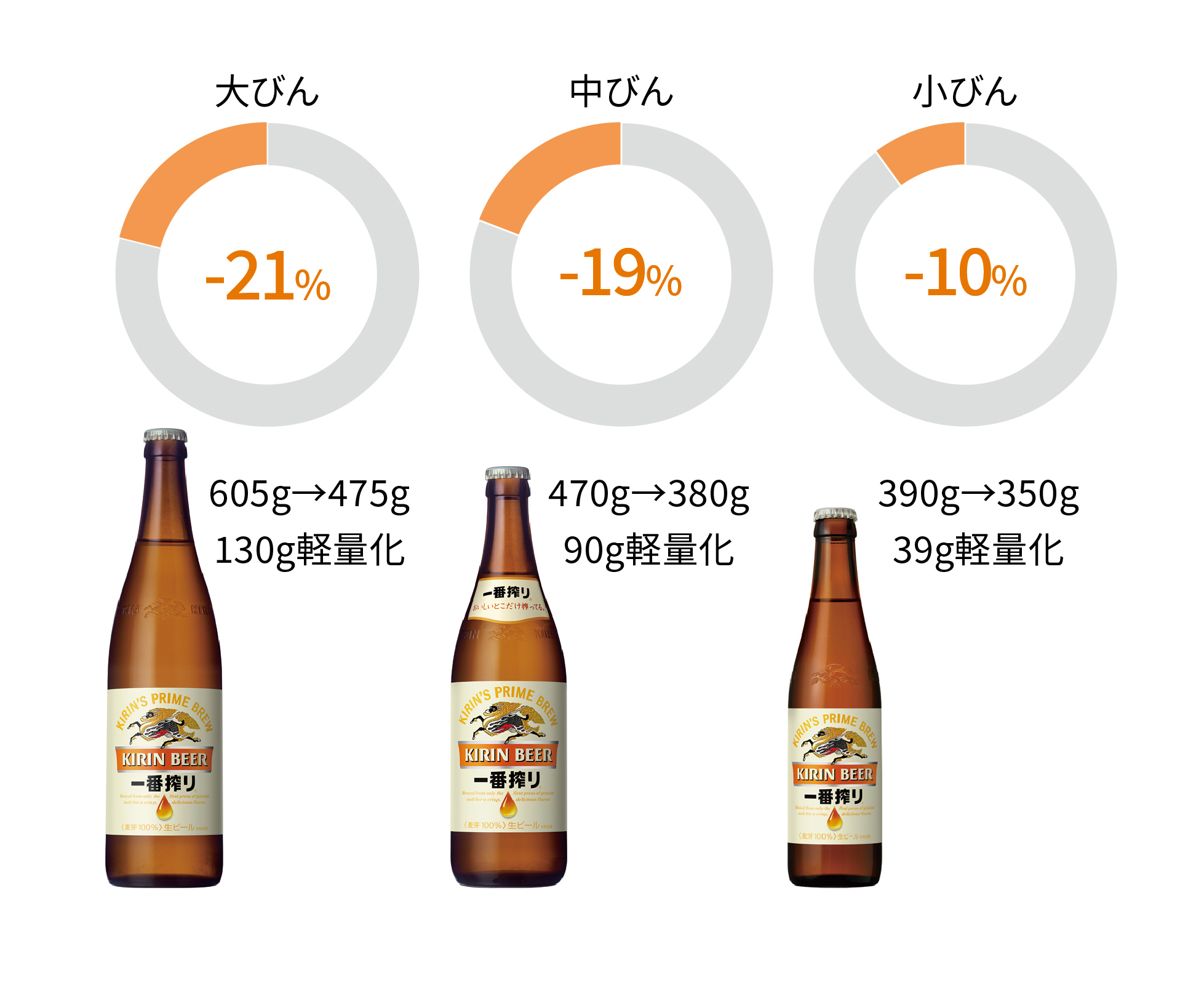
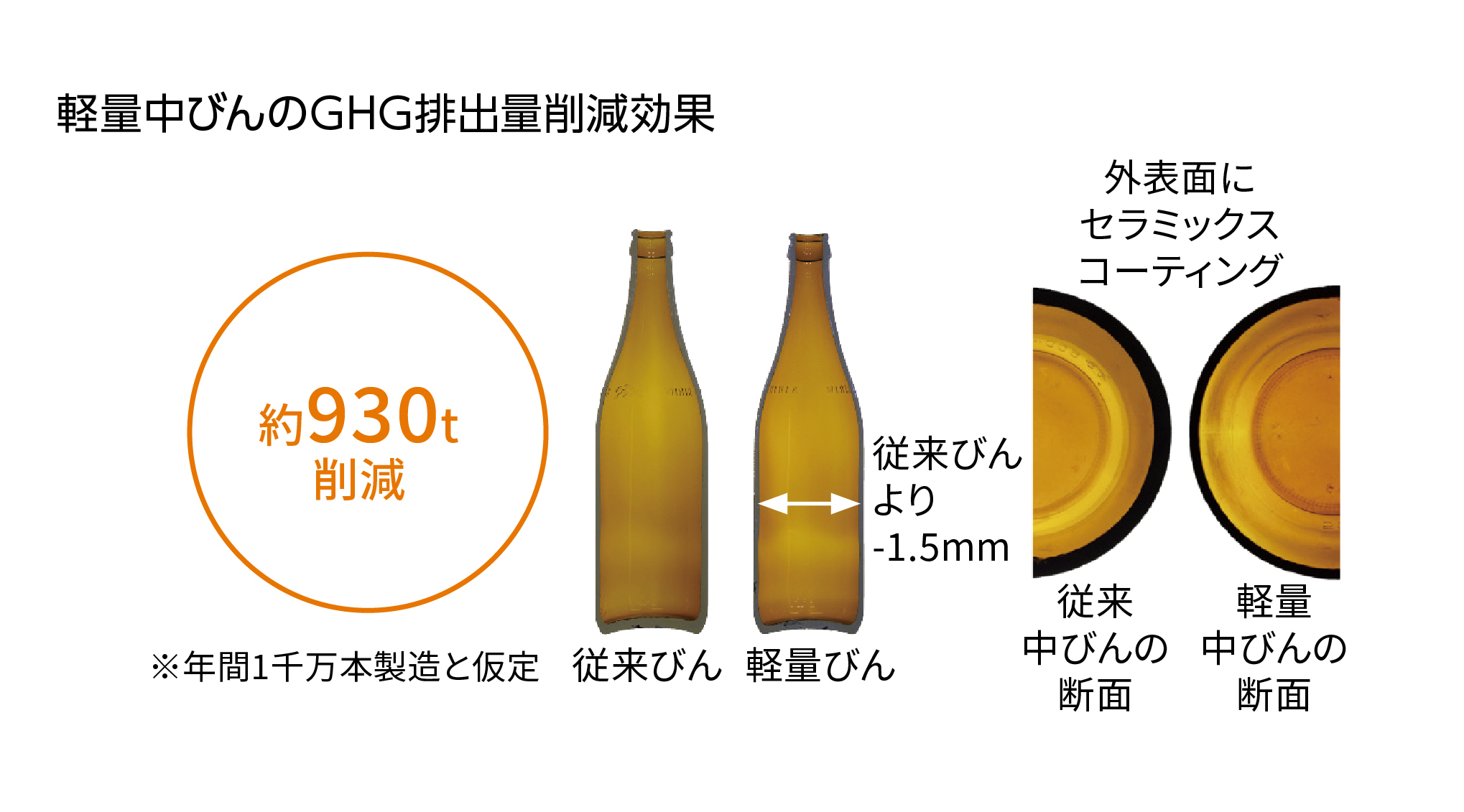
ビール用リターナブルびんでは、大・中・小全てのサイズで国産最軽量を達成しています。リターナブルびんには、軽量化とともに「耐久性を求められるリターナブル性能」と「お客様の安全・安心確保のための強度」が必要です。
パッケージイノベーション研究所では、外表面に薄い皮膜を作る「セラミックスコーティング」、衝撃に強くするための形状設計、「開栓しやすさ」と「密閉性」という相反する条件と「口欠けしない強度」を持った口部の設計などを駆使して最軽量を達成しています。
2022年、パッケージイノベーション研究所は、メルシャン史上最軽量となるワイン用の720mlペットボトルを開発しました。従来の34gから29gに5g軽量化しています。この軽量ペットボトルは、「第46回木下賞 包装技術賞」を受賞しました※1。「ボルドー肩形状」と「胴部のすっきりとした形状」を両立させながら従来から樹脂量を約15%削減していることや、キリングループが保有するDLC※2膜によるガスバリアコーティング技術などを使用することで、ワインでも長期間フレッシュな状態を保てることなどが受賞理由です。これに加え、2024年7月には、同研究所が開発したメルシャン史上最軽量となる1500mlワイン用ペットボトルの展開を開始しました。従来の58gから53.5gへと4.5g軽量化しています。これらの軽量化の取り組みによって、当社ワイン用ペットボトル全製品(2024年終売予定製品を除く)において、年間約107tのPET樹脂量と、約346tのCO2排出量の削減を見込んでいます。


-
※1
-
※2Diamond-Like Carbon(※特許 第4050648号 その他)の略称。PETボトルの内側に炭素の薄膜を形成し、酸素・水蒸気・炭酸ガスなどの透過を抑制する技術。
その他の容器包装に関する取り組みについては、容器包装の取り組みのページをご参照ください。
物流
共同配送やモーダルシフトの導入
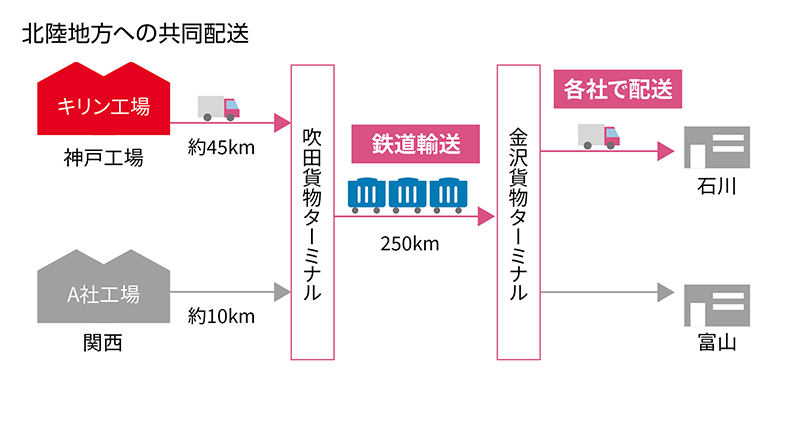
キリングループでは物流分野を非競争分野として位置付け、積極的に他社との協働を進めています。2017年から石川県金沢市にアサヒビール社と共同配送センターを開設し、関西エリアの工場からの鉄道コンテナによる共同輸送を行っています。どちらの会社も日本海側には工場を持っておらず、太平洋側の工場から200kmを超える長距離をトラック輸送していましたが、効率が悪く、運転手にも大きな負担をかけていました。鉄道コンテナを使った共同輸送によりCO2排出量を大幅に削減できるだけではなく、工場とターミナル、ターミナルと輸送先の距離が短くなり、トラック運転手の負担も大幅に削減し、トラック運転手不足という社会課題の解決にもつながっています。この取り組みにより、年間1万台相当の長距離トラック輸送を鉄道コンテナにモーダルシフトし、CO2排出量が年間約2,700t削減できると試算しています。2017年9月からは、アサヒビール、サントリー、サッポロビールと4社で北海道の道東エリアで共同配送を開始しています。この取り組みにより鉄道コンテナが活用され、トラックの積載効率の向上による物流が効率化し、年間約330t※1のCO2排出量削減に貢献していると試算しています。協和キリングループでも物流拠点間の製品輸送において、共同輸送を実施しています。2020年から、宇部工場は原料調達において、鉄道コンテナ輸送を開始しています。キリングループでは、400~500km以上の長距離輸送を中心に、CO2排出量の少ない貨物鉄道輸送や船舶を積極的に使うモーダルシフトに取り組んでいます。2024年4月から、キリングループロジスティクス・JR貨物・日本通運の3社で年間約8万4千t(10t車で7千台分、5tコンテナ換算で約1万7千個分に相当)のキリングループ製品のモーダルシフトをしています。これにより年間約3,130tCO2の排出を削減できる見込みです。
-
※1一般社団法人 日本経済団体連合会「グローバル・バリューチェーンを通じた削減貢献第5版」https://www.keidanren.or.jp/policy/vape/gvc2018.pdf
AI分析による在庫量や輸配送量の最適化
キリンビバレッジ株式会社とアサヒ飲料株式会社は、株式会社Hacobuと株式会社JDSCが開発した生産・販売・在庫管理サービス「MOVO PSI」を2024年11月1日から本格導入し、在庫量や輸配送量の最適化を行っています。「MOVO PSI」は、企業間のPS(I Production, Sales, Inventory)情報をA(I 機械学習)で分析し、毎日の発注量や補充量を平準化するサービスです。実証実験では、輸送コストを最大約9.1%、在庫日数を最大約13.2%削減する成果が得られ、自社の輸送積載率向上や欠品率低減など、さらなる物流効率化を図っています。また、キリンビバレッジ株式会社と花王株式会社は、2025年2月から両社の物流拠点間輸送を共同化し、段階的に配送量を増やしていきます。具体的には、花王の川崎物流センター(神奈川県)と更埴物流センター(長野県)、およびキリンビバレッジ子会社の信州ビバレッジ工場(長野県)とキリンビバレッジ川崎物流センター(神奈川県)を結ぶ「空車区間」を活用することで、トラックの輸送効率化とGHG排出量の削減(該当区間で約15%減)を図ります。
物流業界はトラック運転手不足などの構造的課題を抱えており、今回の取り組みは、
-
1.物流データを活用できる荷主同士であること
-
2.戻り便に積載できる物量を確保できること
-
3.繋げられる輸送区間が存在すること
という3つの条件が合致し、実現したものです。両社は年間延べ300台以上のトラック台数削減を目指すとともに、今後はさらに共同輸送区間を拡充し、業界を超えた連携を進めていきます。
門前倉庫を活用しています
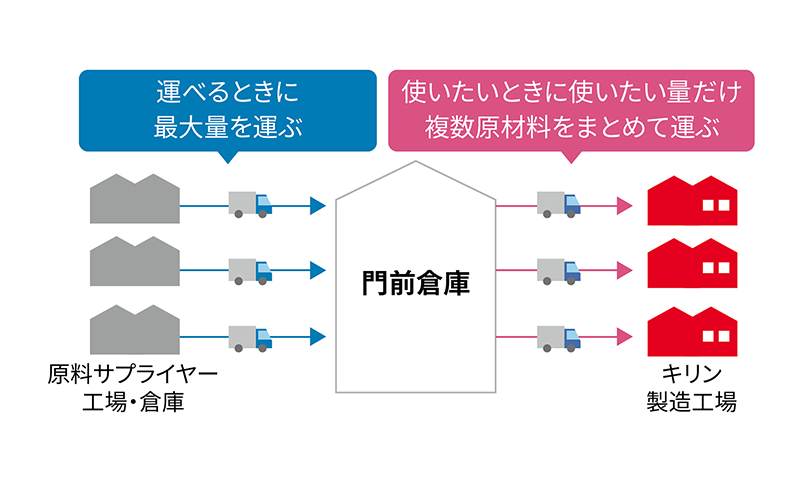
門前倉庫の活用により、長距離輸送の削減が可能となります。その結果、GHG排出を抑制し、より持続可能なサプライチェーンの構築に貢献します。トラックが確保できないことによる運べないリスクの軽減と輸送効率の最適化を目指し、2019年10月より、キリンビバレッジ自社工場である湘南工場、滋賀工場に近接した原料倉庫「門前倉庫」を活用した原材料調達物流の試験運用を開始しました。門前倉庫の設定により、原材料サプライヤーは運びたい量を運びたいときに輸送し、最大限の効率化を図ることができます。急な製造計画の変更にも対処しやすくなり、製造工場の対応力が格段に向上しました。
販売
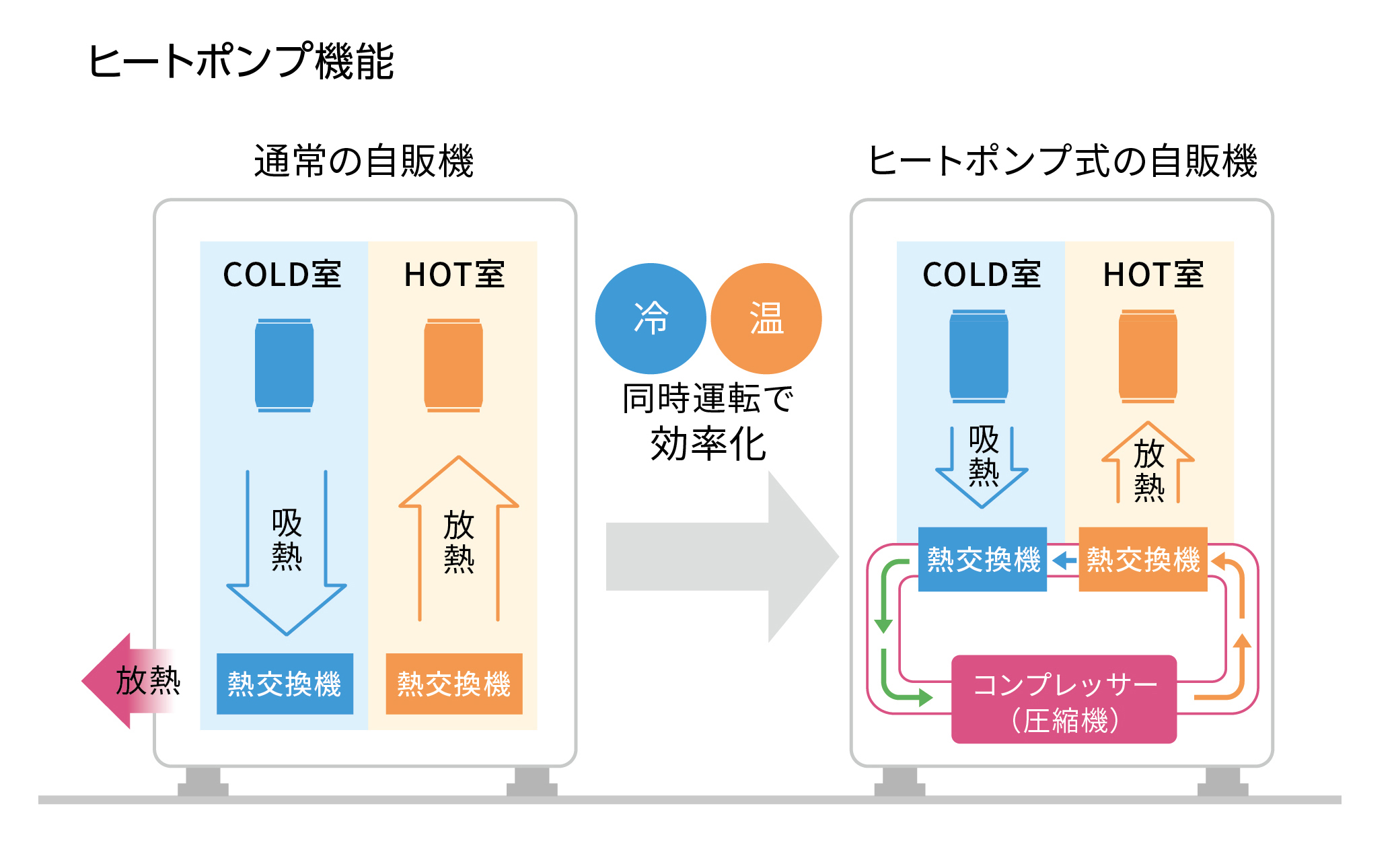
業界に先駆けて「ヒートポンプ式自動販売機」を導入・グリーン電力自動販売機の展開も
キリンビバレッジでは、業界に先駆けて「ヒートポンプ式自動販売機」の導入を2006年より開始し、2012年からは新規導入するほぼ全ての缶・PETボトル自動販売機を「ヒートポンプ式自動販売機」に切り替えました。2025年3月現在、設置自動販売機の93%以上が切り替わっています。
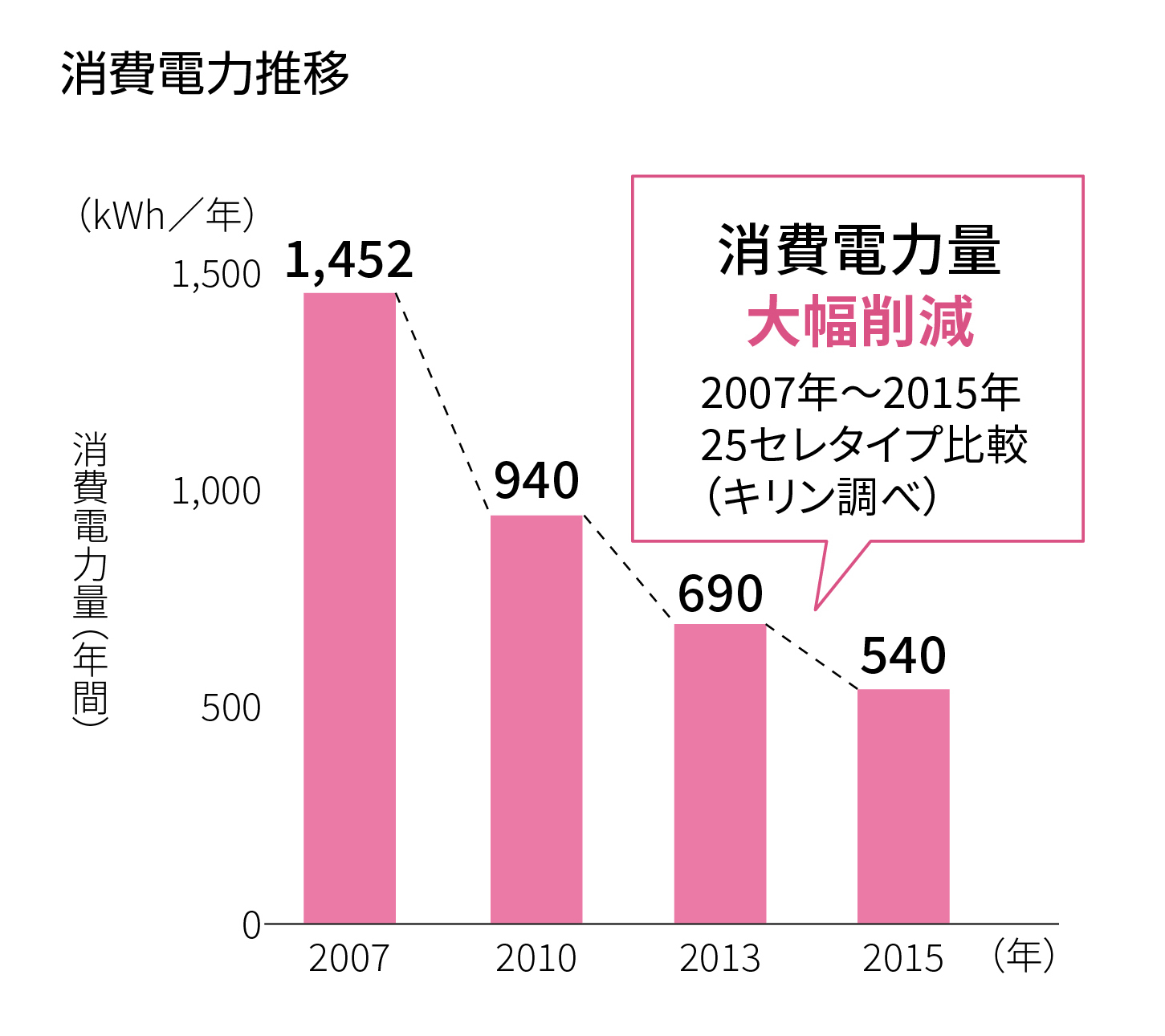
「ヒートポンプ式自動販売機」は、商品を冷やす時に出る「廃熱」を汲み上げて商品を温める時の「加温」に活用し、ヒーター電力を抑制することで従来の自動販売機より消費電力量を低減することができます。一部のタイプは従来の冷却個室から出る「廃熱」だけでなく、「庫外の熱」を奪って加温する機能を併せ持つことや真空断熱材の多用による保冷・保温能力の向上により、省エネ性能を高めています。これらにより、2013年比で約40%の消費電力量を削減できるまで進化しています。
また、2024年1月から開始した、稼働に必要な年間消費電力量に相当するグリーン電力証書を取得することで電力証書取得までの申請スキームを整備し、CO2 排出量を実質ゼロにする「グリーン電力自動販売機」をさらに拡大していきます。

製品
カーボンニュートラルビール
ライオンがニュージーランドで発売しているSteinlagerは、ニュージーランドの政府機関によるToitūプログラムからカーボン・ゼロ・ビール※1と認証されています。2021年には、マーケティングキャンペーンでToitūのカーボンゼロマークを取り上げることで、ライオンがSteinlagerなどを通じてGHG削減に取り組んでいることをお客様にアピールしました。2022年5月、ライオンはオーストラリア初のカーボンニュートラルでかつアルコールフリービールである「XXXX Zero」を発売しました。XXXX Zeroは、カーボンニュートラル認証であるClimate Active認証を取得しています。ライオンはオーストラリアで、主要製品の多くについて、Climate Activeを通じたカーボンニュートラル認証の準備を進めています。認証を取得するには、原材料や包装、流通、製品の廃棄物からの排出を含む、製品の全ライフサイクルのGHG排出量をゼロにすることが求められており、その対応を進めています。ニュー・ベルジャン・ブルーイングでは、2020年にFAT TIRE ALEを米国で初めてカーボンニュートラルビール化しました。購入・償却しているカーボンクレジットは、農家が環境再生型農業へ転換することへの経済支援にもつながっています。また、気候変動が進むとビールの未来はどのようになるかを消費者に提示するために、2021年にTORCHED EARTH ALEというビールを作りました。気候変動が進んだ未来に、入手可能と考えられる原料から作ったビールの味を示すことで、気候変動に対するアクションを起こすことの重要性を喚起しています。
- ※1カーボンニュートラルビールのことを、認証上の名称に合わせて「カーボン・ゼロ・ビール」と表記しています



脱炭素に貢献する製品
ライオンの傘下であるStone&Wood Breweryは環境再生型モルトを用いた製品開発を行っています。ビールの主原料である大麦やホップの栽培にリジェネラティブ(環境再生型)農業を取り入れる生産者を支援しています。短期的な収量重視ではなく、土壌の回復力や地域コミュニティの長期的な健康を重視する農業手法を採用することで、肥沃な土壌づくりや炭素貯留などの効果を得られる点が特長です。同社は「責任ある調達方針」のもと、2022年からByron Bayでサステナブルな穀物を試験的に醸造し、2024年には「Northern Rivers Beer」を発売しました。認証を受けたサステナブルな麦芽を70%、ホップを100%使用し、まずは醸造所近辺の地域限定で展開しています。飲みやすいラガースタイルのビールとしてお客様から高い評価を得ています。
詳細は、環境報告書2025 p.59 「Stone&Wood、オーストラリアにおける持続可能な容器包装への変革に向けた業界横断的な提携をリード」をご参照ください。
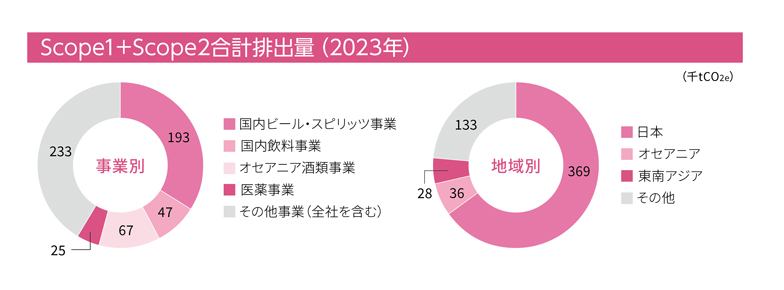
サプライチェーン全体
取引先との連携
GHGプロトコル「Scope3基準」のカテゴリーのうち、キリングループのScope3排出量の約70%を占めるカテゴリー1(原料・資材の製造)、次に排出割合の大きいカテゴリー4(輸送)、カテゴリー9(販売)を重点取組領域に設定し、「取引先の削減促進」と「自社主体の削減」において、エンゲージメントと協働を重視しながらバリューチェーン全体での排出削減を進めます。これまでも全サプライヤーに対して気候変動への取り組みを盛り込んだ「キリングループ持続可能なサプライヤー規範」の遵守の依頼をしてきており、更に2024年4月からはサプライチェーン環境プログラムを開始しました。これによりGHG排出量の多い取引先との協働を強化し、GHGの実排出量データの相互開示・SBT水準のGHG排出量削減目標設定依頼と支援・GHG排出量削減に向けた協働、の3つを軸にScope3の削減を推進します。本取り組みは、当社の中期目標「2030年までに2019年比でグループ全体のGHG Scope3排出量を30%削減」のうち、1/3に当たる10%の削減に寄与すると想定しています。ライオンはオーストラリア企業CEOのグループであるAustralianClimate Leaders Coalitionに参画しています。このグループでは、サプライヤーや小売り企業等のバリューチェーン企業同士でGHG排出量の実績値を相互に開示することが様々な理由で難しいという課題に対して、実績値を相互非開示で第三者機関にプールする仕組みを使うことで、より正確なScope3排出量の把握ができることを確認しています。この取り組みは関係者間でどのようにバリューチェーンでの排出量を減らしていくべきか検討する協働のきっかけとなり、Scope3の削減目標を高め、実効性の高いアクションにつながります。また、製品当たりCFPの算定を通して、サプライチェーン全体でのGHG削減状況の見える化・目標設定に活用しています。これらアプローチは「Australian Climate Leaders Coalitoin」の出版物「Scope3 Roadmap」に記載されています。